Оборудование для печати на керамической плитке
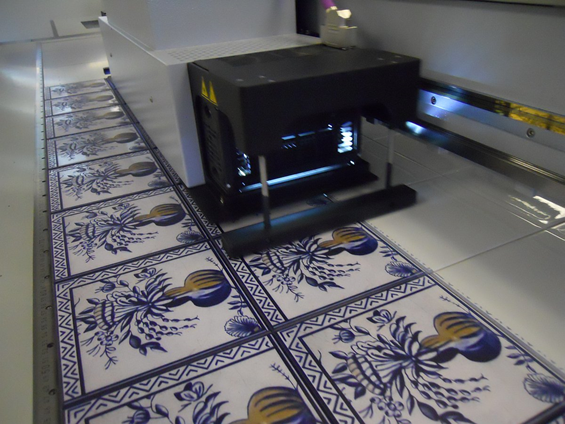
 Для нанесения рисунка на керамическую плитку применяются УФ-принтеры. Печать на такой поверхности требует заправки специальными чернилами с высокими адгезионными свойствами и глазурными красками. После выполнения графического изображения выполняется полимеризация УФ-лампой. Принтеры для нанесения рисунка на керамику бывают струйные и лазерные.
Для нанесения рисунка на керамическую плитку применяются УФ-принтеры. Печать на такой поверхности требует заправки специальными чернилами с высокими адгезионными свойствами и глазурными красками. После выполнения графического изображения выполняется полимеризация УФ-лампой. Принтеры для нанесения рисунка на керамику бывают струйные и лазерные.
При производстве небольших партий применяют струйные керамические принтеры. В основном с их помощью наносят черно-белые изображения. При больших объемах выпускаемой продукции потребуется лазерный принтер. Сначала картинка выполняется на декольной бумаге, а затем, переносится на плитку и обжигается в печи. Перед покраской плитку необходимо обезжирить.
Коммерциализация получения керамической плитки
В отличие от крупных производств, малый бизнес в этой сфере имеет некоторые большие преимущества. Главным является широкий ассортимент выпускаемых изделий, который, маловероятно может предложить крупный изготовитель. Важным достоинством небольшого производства плитки считается возможность изготовления высококачественной продукции по низкой стоимости. При этом технология изготовления керамической плитки может быть освоена достаточно быстро.
 Благоприятным для предпринимателей, специализирующихся в производстве изделий из керамики, стало снижение курса валюты, повлекшее за собой повышение стоимости зарубежной продукции. Минимальное число приспособлений для выпуска керамической плитки обойдется вам в 10 000 долларов. Сюда входит устройство для перемешивания, вибростанок, печное оборудование для сушки, камеру для нанесения рисунка и глазирования, а также специальные приспособления для формовки.
Благоприятным для предпринимателей, специализирующихся в производстве изделий из керамики, стало снижение курса валюты, повлекшее за собой повышение стоимости зарубежной продукции. Минимальное число приспособлений для выпуска керамической плитки обойдется вам в 10 000 долларов. Сюда входит устройство для перемешивания, вибростанок, печное оборудование для сушки, камеру для нанесения рисунка и глазирования, а также специальные приспособления для формовки.
Для производства специфической кафельной плитки понадобятся дополнительные оборудование и приспособления. Так же, не стоит забывать о трафаретах для нанесения рисунков, стоимость которых составляет около 600 долларов.
Главным конкурентным преимуществом является качество изделия, зависящее в первую очередь от исходных материалов для приготовления шихтовой смеси. Поэтому, понадобятся качественный гранитный отсев и пластификаторы. Например, для выпуска кафельной плитки, покрывающей площадь в 5 000 квадратных метров, стоимость исходных материалов составит около 12 000 долларов. Для организации производства такого числа кафельных изделий потребуется наличие четверых рабочих.
Необходимо привлечь к выполнению работ специалиста, для контроля и корректировки технологии производства. В качестве помещения подойдет склад, площадью 100 квадратных метров.
В итоге, суммировав все затраты, получим:
— одноразовые затраты в 30 000 долларов;
— ежемесячные расходы на производство около 18 000 долларов.
Средняя цена при реализации одного квадратного метра плитки равняется 7 долларам. При объеме 5 000 квадратных метров ежемесячный доход составит 35 000 долларов.
Модели современного оборудования
В настоящее время на рынке строительной техники предлагается множество различных видов устройств для изготовления керамической плитки. Принтеры марки Canon для цветной печати на керамической плитке создают изображение по топографической схеме CMYK. Низкая себестоимость, высокое качество и быстрота работы выделяет их среди большинства аналогов.
Среди вибростендов популярностью пользуется саратовское оборудование «Марс». Они имеют сравнительно небольшие габариты и высокую производительность, при этом, цена на них существенно меньше, чем на зарубежные аналоги.
Широкий выбор бетономешалок предлагает Златоустский завод бетоносмесительного оборудования. Для организации небольшого или среднего производства подойдут мини-РБУ, производительностью от 10 до 50 кубических метров в час. Единственным их недостатком можно считать отсутствие автоматического режима работы.
Телефоны менеджеров по направлениям
Дарья Мищук / Валентина Черникова +7 (916) 208-64-66 Написать письмо
Telegram, WhatsApp +7 (916) 208-64-66
Менеджер по производству фотокниг:
Уточнить сроки, технические моменты,особенности индивидуальных заказов
Анна Кудрина +7 (916) 108-87-21 Написать письмо
Мария Киренская +7 (916) 379-89-98 Написать письмо
Екатерина Вуйцицкая +7 (916) 072-49-16 Написать письмо
Менеджеры по индивидуальной работе с клиентами:
Ольга Мангуш (Силантьева) +7 (985) 618-14-55 Написать письмо
Татьяна Долгушева (Пухонто) +7 (916) 750-01-14 Написать письмо
Анастасия Корчагина +7 (916) 750-01-14 Написать письмо
Почему гипсовые формы?
Гипс впитывает влагу, он потянет лишнюю влагу из жидкого раствора из глины. С гипсом удобно работать, можно сделать самодельную форму, придав ей необходимый узор и размеры.
Цельные или разборные формы?
Конфигурация и типа формы не влияет на качество керамики, лишь на простоту и удобство вынимания изделия из формы. Из разборной формы вынуть готовое изделие проще.
Требования к глиняному шликеру:
- Используется жидкий раствор без примесей, крупных частиц и мусора. Перед приготовлением просейте сухую глину, удалите мусор, прочее.
- Процедите готовый шликер через старый капроновый чулок.
- Чем гуще раствор – тем толще получатся стенки кружки.
Преимущества цифровой печати перед Ротапринтом
Основные преимущества такого оборудования по сравнению с традиционным Ротапринтом следующие:
– абсолютная стабильность изображения
– значительное сокращение расхода пигментов
– не требуется изготовление печатных форм
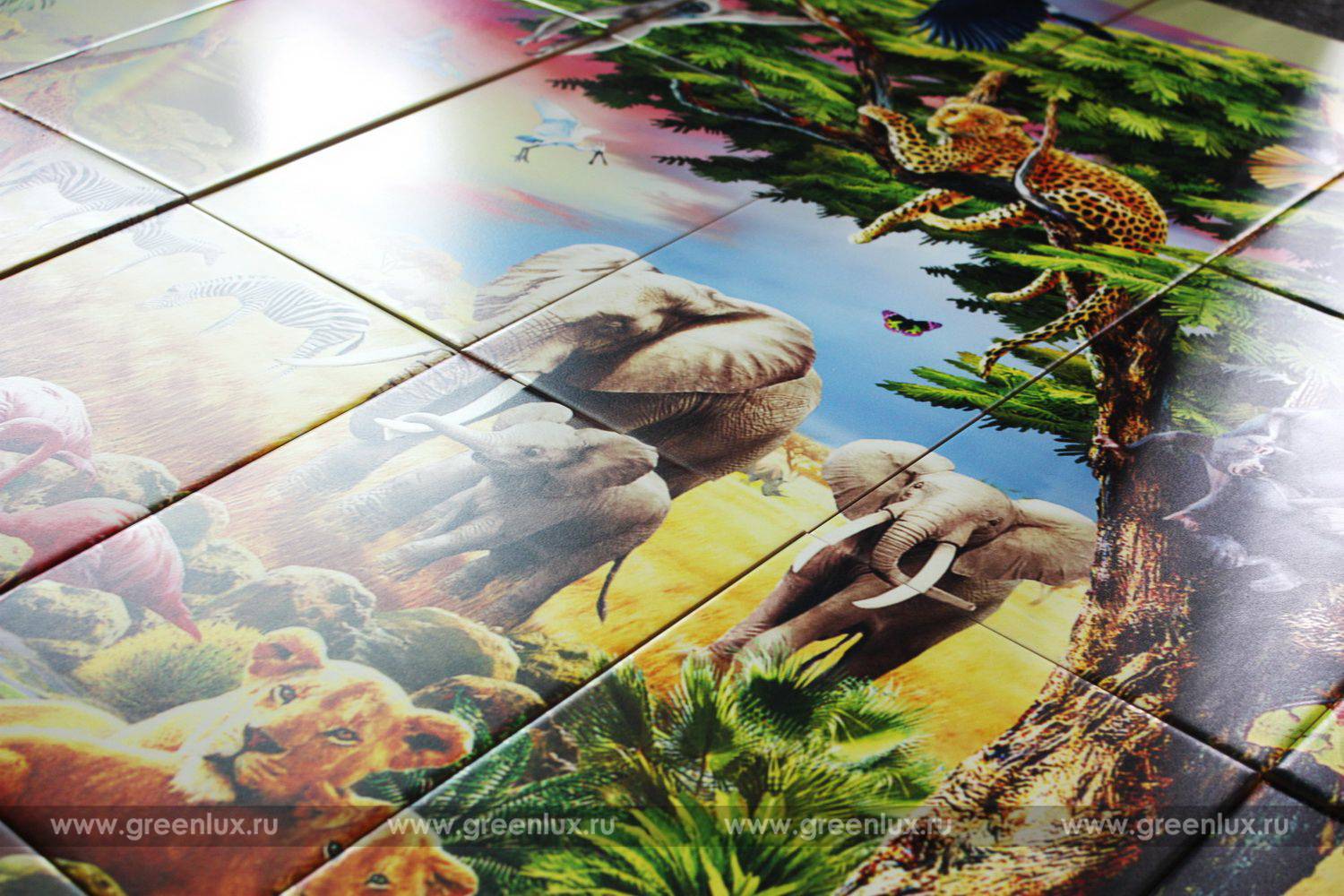
– воспроизведение природных и других фактур в фотографическом качестве
– минимальное время на смену изображений и цветов
– сокращается путь от идеи до продукта
Все ли может такой принтер? На сегодняшний день такое оборудование не может заменить традиционное оборудование в случаях, если необходимо интенсивное окрашивание плитки, или требуется толстый слой краски, но работы в этом направлении ведутся.
Производство керамической плитки как бизнес
Бизнес по изготовлению кафельной плитки всегда будет иметь место. Открывая свое мини-производство можно довольно легко найти покупателей благодаря тому, что плитка будет стоить немного дешевле, чем у конкурентных производителей. При этом она не будет отличаться низким качеством. Именно эти два фактора всегда стоят на первом месте у потребителя.







Итак, на закупку оборудования понадобится примерно 300 000 рублей. На закупку материала потребуется около 350 000 рублей.
За дополнительное оборудование так же придется заплатить:
- Многофункциональная камера для напыления: примерно 90 000 рублей.
- Набор профессиональных трафаретов: 18 000 рублей за 200 штук.
Кроме этого, необходимо будет снять площадь, где будет установлено оборудование и осуществляться процесс производства. В среднем на это понадобится около 35 000 рублей. В эту же цифру включим немалые затраты на электроэнергию.
Процесс не автоматизирован, поэтому без работников здесь не обойтись. На заработную плату обслуживающего персонала выделим около 90 000 рублей. При этом потребуются деньги и на сам процесс открытия дела. Это примерно 45 000 рублей.
Разделим перечисленные затраты на два вида:
- Одноразовые, которые будут составлять 453 000 рублей.
- Ежемесячные, которые будут равняться примерно 475 000 рублей.
Для определения дохода будем считать, что объем производства составляет 5 000 м2 плитки. Пусть цена за квадрат составит 210 рублей. Тогда ежемесячная прибыль будет ровняться 1 050 000 рублей. Чистый доход за минусом ежемесячных затрат составит 575 000 рублей. На полную окупаемость вложенных затрат понадобится чуть больше года.
Сумма дохода от производства кафельной плитки очень неплохая, но все те так гладко. В этом бизнесе есть свои подводные камни.
- Во-первых, сбыт кафельной плитки очень сильно зависит от сезона. Так, зимой ее покупают очень мало, в основном о строительстве и ремонте люди начинают думать весной и летом. Именно в это время года можно рассчитывать на полный сбыт сделанной плитки.
- Второй фактор – это модные тенденции. Нельзя выпускать плитку в полном объеме в месяцы, когда она мало пользуется спросом. Ведь пройдет время и плитка станет немодной и не интересной. Спрос покупателей на нее упадет.
Обжиг материала
 Камера для обжига керамической плитки
Камера для обжига керамической плитки
После завершения глазуровки плитку нужно обжечь. Это позволяет ей приобрести достаточную прочность и пористость. Процесс обжига может происходить одно или двухступенчато. Все зависит от выбранной технологии и требований к плитке. Обычно сырец подвергается обработке при температуре 1000-1300 градусов. Многие домашние производства работают при 850-900 градусов, чего очень часто полностью достаточно.
Однократный обжиг в основном применяется для плитки, которая сформирована мокрым способом. Для этого используется печи, оснащенные фрезерными роликами. Они обеспечивают температуру до 1150 градусов. В таких печах сырец находится около часа.
Двукратному обжигу подвергают образцы, которые сформированы сухим способом. Они подвергаются действию более низких температур. После первичной обработки плитка отправляется на повторный обжиг с глазуровкой. Два этих процесса происходят в одной и той же печи туннельного типа. Она представляет собой камеру, где заготовки медленно перемещаются на конвейере по огнеупорным лентам. В таких печах обжиг занимает 2-3 дня. Обычно он происходит при температуре 1300 градусов.
После такой обработки плитка остывает, сортируется и пакуется. В результате получают материал, который полностью готов к дальнейшему применению. Также в условиях производства обычно проверяют свойства образцов на их соответствие общепринятым нормам.
 Упаковка керамической плитки
Упаковка керамической плитки
Монокоттура
Монокоттура – это эмалированная плитка, изготовленная с помощью однократного обжига. Отличается большей прочностью, чем монопороза и бикоттура и предназначается для облицовки и стен, и полов. Отдельные виды монокоттуры, благодаря плотности и морозостойкости, можно использовать для укладки вне помещений.
Характеристики монокоттуры:
- толщина плитки от 6 мм;
- высокая плотность;
- коэффициент водопоглощения – до 3 %;
- износостойкая эмаль;
- основное исходное сырьё – белая глина.

Технология производства монокоттуры
Начальный этап заключается в приготовлении базовой массы из нескольких сортов белой глины и некоторых других натуральных компонентов. Белая глина отличается более высоким качеством – это одна из главных причин преимущества монокоттуры. Сырьевую основу, постоянно увлажняя, перемешивают в специальных барабанах.
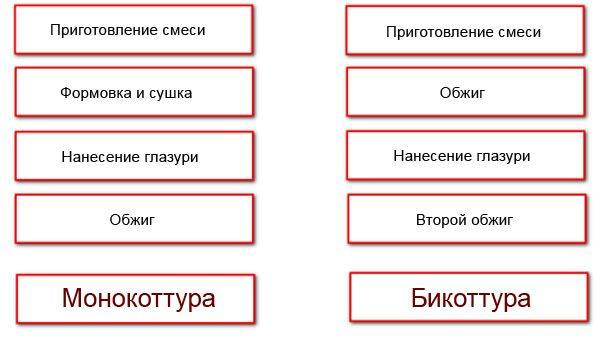
Затем подсушенный состав перемалывают до состояния взвеси. На этом этапе сырьё уже можно подавать посредством дозаторов на транспортную ленту, которая перемещает будущую плитку в пресс-формы. Здесь дозированная смесь равномерно распределяется и прессуется под большим давлением – до 500 кг/см2.
Далее глиняная основа, которая уже приобрела форму плиты, отправляется на окончательную просушку, после чего её верхний слой покрывают эмалью с определённым рисунком. Чтобы плитка приобрела прочность, а основа стала одним целым с глазурью, отформованное изделие обжигают в длинной печи при температуре около 1200°C. Напомним, что монокоттура – плитка однократного обжига, что и, наряду с отличными исходниками, делает плитку высококачественным отделочным материалом.
После печной обработки плитке дают плавно остыть – это финальный этап производства, во время которого керамика приобретает прочностные свойства и становится монолитом. Современный обжиг полностью контролируется компьютеризированными системами, что практически исключает неравномерную обработку. Чтобы удостовериться в качестве плитки, на посттермической стадии кафель проходит дефектоскопию и визуальный контроль.
В процессе дефектоскопии на плитку воздействуют определённой, строго выверенной, механической нагрузкой. Бракованные изделия этот этап попросту не проходят – ломаются. Калибровка (проверка размеров) и тональный контроль выполняются человеком. Возникает вопрос: зачем нужна калибровка, если практически всем заправляют компьютеры?
Несмотря на строгие расчёты, в производстве очень сложно контролировать формат кафеля с безупречной точностью. Усушка и обжиг изменяют размеры плитки. Вот почему на стадии прессования материал имеет размеры, большие номинальных на 8-10 %. Таким образом, если готовая плитка обладает форматом 20х20 см, в пресс-форме её габариты около 22х22 см.
У монокоттуры есть особый подвид, прочность которого меньше прочности основного вида, но больше, чем крепость бикоттуры. Речь о кафеле формата 10х10. Несмотря на меньшую толщину, мелкоформатная плитка обладает всеми преимуществами монокоттуры. Обычно десятисантиметровую керамику используют в качестве кухонного фартука, но её характеристики позволяют облицовывать ею даже полы в местах с низкой проходимостью – в домашних интерьерах.
Технологии непрямого нанесения рисунка на керамическую плитку
Метод сублимированной печати на керамике
Данная технология предполагает применение принтера со специальными сублимационными красками, с помощью которых изображение в зеркальном отражении печатается не на плитке, а на специально предназначенной для этих целей бумаге. Затем лист этой бумаги прикладывается к плитке и вместе с ней кладется под пресс при температуре до 180 градусов Цельсия. Процесс переноса изображения или сублимации длится всего 3 минуты, после чего готовая плитка опускается в холодную воду, а затем покрывается слоем прозрачной глазури для закрепления результата и защиты от каких-либо механических повреждений. Таким способом можно наносить любое изображение, как на всю поверхность плитки, так и на отдельные ее части.

Важным условием применения такой технологии фотопечати являются особые требования к самой керамике, которая должна обладать способностью выдерживать на себе большое давление. Кроме того, производители, несмотря на стойкость такого отделочного материала к любым внешним факторам, не рекомендуют использовать абразивные моющие средства. Сублимационная печать на керамической плитке достаточно часто применяется из-за простоты самой технологии и доступной стоимости готовой продукции.







Более детально процесс сублимационной печати можно посмотреть на видео.
Метод горячих деколи
Такая технология печати на керамической плитке имеет сходство с предыдущей в том, что картинка или любое изображение печатается не на плитке, а на декольной бумаге, которую прикладывают к плитке и поверх нее наносят декольный лак. Завершающий этап – это обжиг готовой плитки в муфельной печи при температуре до 900 градусов по Цельсию.
Готовая керамическая плитка, созданная методом горечей деколи, обладает такими свойствами, как красивый стеклянный блеск, долговечность, устойчивость к перепадам температур и негативному воздействию агрессивных химических веществ. Такую плитку можно отнести к элитному классу, так как ее стоимость достаточно высока.
Метод обжига
Еще один, пожалуй, самый надежный способ нанесения рисунка на поверхность керамической плитки, что предполагает использование специальных чернил и порошка, поверх которых наносится глазурь, а затем плитка отправляется в печь для запекания при температуре более 800 градусов Цельсия. В результате готовый рисунок становиться единым целым с плиткой, при этом, имеет привлекательную рельефную поверхность. Такая фотоплитка отличается высокой прочностью и долговечностью, а также устойчивостью к внешним воздействиям, поэтому она стоит дороже всех видов.

Метод отверждения под ультрафиолетовыми лучами
Самый безопасный метод производства фотокерамики с точки зрения охраны окружающей среды. Он основывается на применения специальных наночернил, которые под действием ультрафиолетовых лучей практически мгновенно высыхают. Рисунок наносится специальным ультрафиолетовым принтером поверх глазури в отличие от других методов. Благодаря этому краски получаются более яркими и насыщенными. Таким образом, можно наносить любой рисунок не только на керамику, но и на другие виды материалов: стекло, пластик, дерево и т.д. Фотоплитка, полученная при помощи данного метода, имеет ограниченный срок службы до 10 лет и в уходе требует применения специальных моющих средств.

Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты — сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Способы улучшения внешнего вида керамических изделий
Цвет черепка керамических изделий чаще всего определяется составом исходного сырья (содержанием в глине оксидов железа) и варьируется от светло-желтого до темно-красного с множеством промежуточных тонов. Кроме того, используя различные смеси глин, можно получить светло- и темно-серые вариации. При этом цвет неглазурованных изделий, как правило, практически однороден по всей толщине и не имеет декоративного рисунка, а различия в окраске достигаются добавлением красящих пигментов.
Для улучшения внешнего вида керамических изделий и в ряде случаев для улучшения их устойчивости к внешним воздействиям прибегают к различным технологическим приемам: механической обработке лицевой поверхности, глазурованию, ангобированию, окрашиванию, сериографии, шелкографии, ротоколору, УФ-печати и др.
Механическая обработка заключается в использовании специальных приспособлений, позволяющих получать рельефный рисунок в процессе или после формования изделий.
Глазурование – это нанесение на лицевую поверхность изделий тонкого блестящего стекловидного (эмалевидного) слоя толщиной 0,1…0,3 мм, закрепленного обжигом. Глазурь закрывает поры, сглаживает шероховатости поверхности, придавая ей гладкий и блестящий вид. По составу и физическим свойствам глазури представляют собой разновидности стекол. В их составе используются кварцевый песок, глина, полевой шпат, тальк, соли и оксиды различных металлов (калия, лития, бора, свинца, олова и др.).
Для получения глазурного состава все компоненты размалывают в порошок, разводят водой и в виде суспензии наносят на поверхность обожженных или необожженных изделий перед обжигом путем поливания, окунания или пульверизации. В процессе обжига глазурь расплавляется, растекается по поверхности и при охлаждении превращается в стекловидный слой. Различают прозрачные и непрозрачные (глухие), глянцевые, матовые, белые, цветные, тугоплавкие, легкоплавкие и другие глазури.
Ангобирование – это нанесение на лицевую поверхность изделий тонкого цветного слоя толщиной 1,0…1,5 мм из беложгущихся, цветных глин или смеси глины, флюсующих добавок, заполнителя и пигментов с последующим обжигом. Для лучшего сцепления ангоба с поверхностью в его состав вводят органическое связующее. В отличие от глазури ангоб не дает при обжиге расплава, т.е. не образует стекловидного слоя, поэтому цветная поверхность получается матовой. В старину на Руси такое покрытие называлось побела.
Керамические краски представляют собой смесь окрашивающих (пигменты), стеклообразующих (флюсы) и оттеночных компонентов. В качестве пигментов используют оксиды и соединения кобальта, хрома, железа, кремния, алюминия, золота, серебра и др. Для нанесения красок на изделие в порошок добавляют вязкую среду, представляющую собой масла или водорастворимые полимеры. Для декорирования керамики применяют три типа керамических красок: подглазурные, надглазурные и внутриглазурные (межглазурные).
При сериографии (от греч. serigrafia – шелк и изображение, а позднее от англ. – silk screen printing – печатание шелковым ситом) рисунок наносится непосредственно на изделие с помощью сетчатых трафаретов (одного или нескольких), через которые продавливают краску. При этом поверхность трафарета покрывается пленкой, кроме отверстий, соответствующих рисунку.
В русском языке прижилось и второе название такой технологии – шелкография, т.е. процесс декорирования, при котором рисунок печатается сквозь шелковую сетку или подобный экран. Позднее эти способы получили определенное совершенствование каждый в своем направлении, но сохранив общую технологическую базу. Через один трафарет-сетку в том и другом случае можно наносить лишь одну краску. Для многоцветной печати применяют два и более трафарета. В настоящее время сконструированы установки с автоматическим нанесением рисунков таким методом со скоростью 60…120 плиток в минуту.
Разными производителями керамических изделий применяются и другие способы декорирования, имитирующие мрамор, матовое стекло, грубую ткань, дерево и др.
Технология прямой печати
Разобравшись в технологии производства, вы легко составите список необходимого оборудования
Обязательно уделите внимание поиску поставщиков качественного сырья для работы. Сделайте пробу на различных образцах и остановите выбор на удобном для вас материале. Печать на керамике можно разбить на такие стадии:
Печать на керамике можно разбить на такие стадии:
- очищение плитки;
- нанесение прекоат-лака;
- ожидание высыхания покрытия в течение трех минут;
- печать изображения;
- сушка.
При такой технологии за час реально изготовить около одного квадрата плитки. Небольшую компанию может обслуживать один человек. Для масштабного предприятия придется нанять от 2 до 5 человек персонала. Его нужно познакомить с технологией производства. Для этого целесообразно заказать обучающие курсы и тренинги.
Важно! В команде обязательно должен присутствовать человек, обладающий навыками работы с графическими редакторами и способностями дизайнера. Он будет разрабатывать эксклюзивные изображения, логотипы и коллажи, редактировать фото по требованию клиента
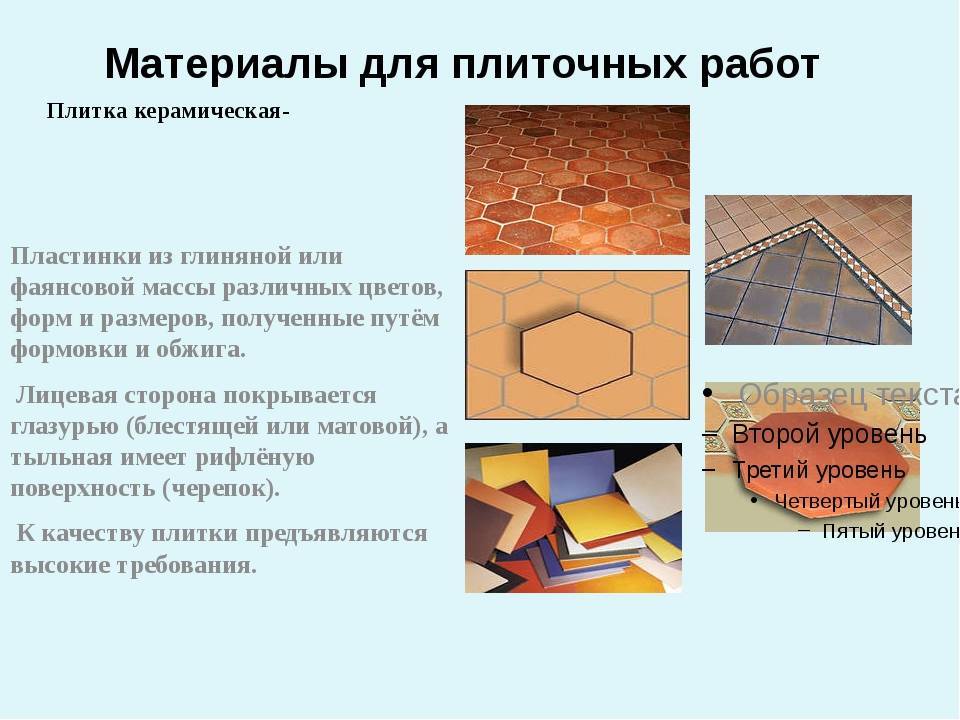
Какие материалы используются в производстве кафеля
Процесс изготовления кафеля несложен. Исходя из разновидности изготавливаемой кафельной плитки и ее предназначения в производстве применяется смесь глины различных видов с добавлением прочих натуральных примесей
Для получения кафеля хорошего качества важно использовать подходящую разновидность глины. Поначалу все компоненты при помощи соответствующего оборудования прессуются. Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре
Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре.

Для производства кафеля используется огнеупорная либо тугоплавкая глина. Первый вариант является наиболее подходящим благодаря большому количеству примесей
При изготовлении кафеля крайне важно не нарушать предусмотренные технологией условия. Несмотря на то что сегодня изготовление кафеля является основой деятельности многих предприятий, растущий спрос позволяет не только расширять существующие мощности, но и открывать новые линии. Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей
Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета. Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка






Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей. Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета. Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка.





